
Retrakcja jest to bardzo istotny dla jakości wydruku proces. Podczas druku 3d zdarzają się momenty, w których głowica musi przejechać z jednego miejsca do drugiego miejsca modelu, ale bez nakładania warstwy materiału. Jeżeli podczas tej “podróży” filament grawitacyjnie będzie wyciekał z głowicy, to drobne nitki będą się ciągnąć od ścianki do ścianki(nitkowanie), między którymi nastąpiła podróż głowicy. W ekstremalnych przypadkach zła retrakcja może doprowadzić do tego, że ścianki wydruku będą grudkowate.
Retrakcja czyli wsunięcie filamentu
Aby zapobiec wyciekaniu uplastycznionego materiału w momencie jałowego ruchu głowicy należy wycofać filament z dyszy tzn. wysuwać go w odwrotnym kierunku niż podczas klasycznego ekstrudowania materiału :) Wydaje się to być w teorii proste, ale dojście do idealnych parametrów może być problematyczne i rozciągnięte w czasie, ponieważ nie ma uniwersalnych ustawień dla różnych drukarek, dysz etc (pod warunkiem, że producent nie dostarcza profili druku do slicera).

Główne parametry retrakcji to:
- Prędkość retrakcji czyli z jaką prędkością materiał powinien być cofnięty
- Długość retrakcji czyli na jaką odległość materiał powinien być cofnięty
W różnych slicerach znajdziemy jeszcze inne opcje takie jak:
- Minimalne przemieszczenie czyli jaki minimalny dystans przejazdu głowicy ma prowadzić do retrakcji
- Lift Z czyli niewielkie podniesienie głowicy podczas retrakcji
Wszystkie te parametry wpłyną na jakość retrakcji choć najważniejsze są dwa pierwsze. Jakie zatem powinny mieć wartości? Możemy podać tylko wartości przybliżone, które warto będzie rozważyć w momencie problemów z nitkowaniem.
Ekstruder bezpośredni, Wade’a, direct drive:
| Prędkość | 30-40 mm/s |
| Długość | 1-3 mm |
Ekstruder Bowden’a:
| Prędkość | 40-50 mm/s |
| Długość | 5-15 mm |
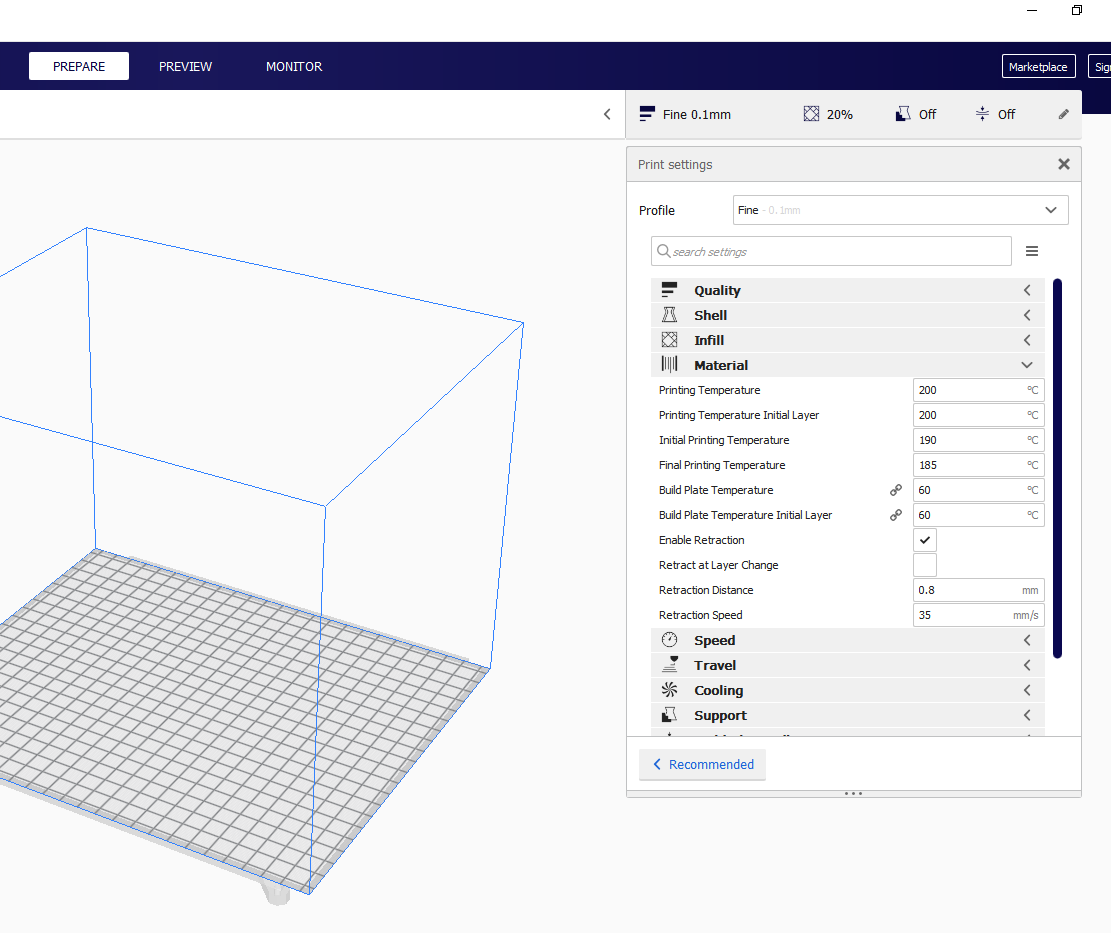
Jak nietrudno zauważyć, nawet dla różnych konstrukcji ekstrudera te podstawowe parametry będą się mocno różnić. Podczas ustawiania należy pamiętać o tym aby nie przesadzić z długością retrakcji, gdyż za duża wartość może doprowadzić do powstania dziur w ścianach (brak ciągłości podawania materiału). Ustawienia retrakcji w Cura:
Różne materiały
Na zakończenie warto pamiętać o tym, że retrakcja musi być inna dla materiałów elastycznych. Jeżeli chcesz dowiedzieć się więcej o najważniejszych materiałach przeczytaj artykuł filamenty do druku 3d. W przypadku TPU prędkość retrakcji musi być zdecydowanie obniżona. W przeciwnym razie może dojść do zablokowania się materiału czy zaplątania na radełku.
Jeżeli podobał Ci się ten artykuł to zachęcam Cię do udostępnienia go swoim znajomym. Daj znać w komentarzu co sądzisz oraz jakich ustawień Ty używasz.



